為達成好的焊接結果,必須考量的因素如下:
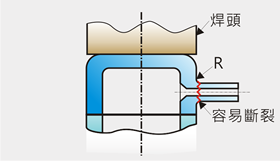
如果焊接面與超聲波焊頭接觸面有一些距離,殼件必須要足夠堅硬以傳遞超聲波能量,軟質塑膠無法確實的傳遞能量,殼件壁厚度必須足夠以防止焊接區域形變,薄壁容易因為焊接過程中的機械力量而斷裂。
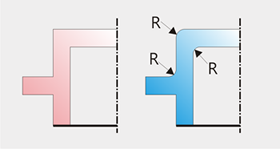
所有邊角與邊緣必須導圓角,銳利邊緣會使超聲波能量蓄積而造成破裂或是不必要的熔接。
延伸本體以外的部份,例如邊肋、托架、飾釘,易在焊接過程中因振動或過熱而斷裂。另外其他內置物如彈簧或是電線,也是影響焊接效果的原因。概括的說,圓滑邊緣與邊角、振幅小、焊接時間短可達成最佳焊接效果,如果需要,可以使用矽膠來緩衝超音波對電子零件、彈簧等的震盪。
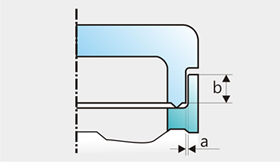
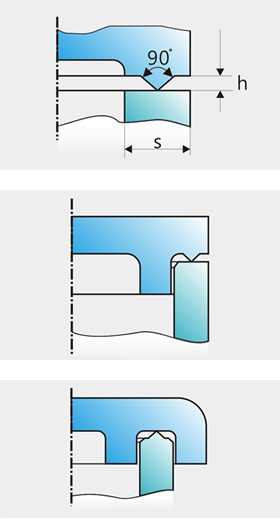
理想的狀況,兩殼件必須互相吻合,且在焊接過程中可固定不滑動。理想的吻合狀況是兩者可借助外力密合但不致於過緊,理想的間隙是0.05~0.1mm;依焊物大小而定,兩件焊物間的高度差最小是1.0mm。
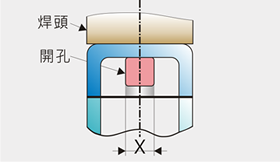
接合處的設計會影響能量傳遞的均一度,一般來說,能量傳遞路徑上有彎曲、斜面或是開孔,都會使傳遞至焊接面的超聲波強度減少。
最佳狀況是接合面均在同一高度而且與焊頭表面平行,若非如此,因為接合面至焊頭表面的距離不一,易有焊接不均一的現象發生。
最佳狀況是與殼件與焊頭接觸面大又平整,焊頭表面是可以有部分輪廓的。 如果焊頭表面小於接合面,雖仍能達成焊接,但部分能量也許無法傳遞至接合面,需要增加壓力才達成好的焊接效果,但是增加下壓力可能會使焊件表面產生壓痕。 拋光表面或是不平整表面尤其容易產生焊頭壓痕,加入PE模可以減少壓痕產生。
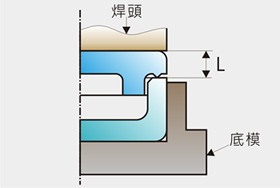
理想的設計是盡可能的縮短接合面至焊頭表面的距離,近距焊接一般指此距離小於6mm,可能發生的問題比遠距焊接少。
指焊頭表面至接合面的距離大於6mm,由上殼件殼壁傳遞超聲波能量至接合面,使用硬質的熱塑性塑膠可達極佳效果,能忠實的傳遞能量至接合面。硬質半熱塑性塑膠會吸收部分能量,使遠距焊接變得困難。而軟質半熱塑性塑膠會大量吸收超聲波能量,如果距離過遠,焊接變得非常困難而且容易產生假熔現象。
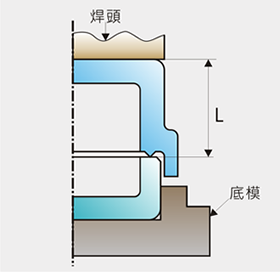
底模用於固定殼件,使殼件與焊頭對正,殼件與底模必須吻合,不可過鬆或過緊,夾持過緊會致使能量進一步傳遞至底模,損失能量而使焊接變得困難。如果殼件為薄殼而且在焊接過程中無法支撐焊頭下壓力,底模也可以當做暫時性的支撐壁。
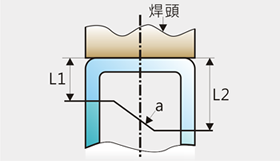
焊接線為V型突出,在接合面的其一面上,超聲波振盪摩擦融化後會變成一條線,v型尖端可集中超聲波能量,ED融化後變成流體流入上下殼件間間隙並填滿,焊頭下壓可驅使融化塑膠擴散佈滿整個接合面。然後停止超聲波能量,焊頭仍然保持在下,維持一短暫時間後等待塑膠冷卻固化,完成焊接過程。 ED可以在任一殼件上,以異質塑膠互熔來說,通常選擇熔化、熔融點較高的殼件加入ED焊線,或是選擇剛性較低的殼件。
熱塑性塑膠通常沒有明確定義的融點,但是有較廣的軟化範圍。因此焊接參數設定範圍不需嚴密,即使超聲波能量大於實際所需能量,仍可以得到好的焊接效果。反之,半熱塑性塑膠有明確的融點,大部分此材質塑膠在溫度高過融點時都會有劇烈變化,極短時間仍會造成熔傷。如果融化的ED塑膠在擴散過程中與空氣接觸,會在整個接合面完全熔融之前便已結晶,結晶區域容易斷裂、剝落,即為假熔。而且與空氣接觸也會使樹脂塑膠產生氧化作用。鑑於這些可能的問題,ED焊接不建議使用在半熱塑性塑膠焊接。
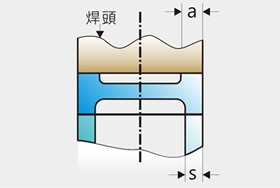
銳角接合對半熱塑性塑膠來說相當適合,可以達成密封焊接,銳角接合有一斜面及一個小接觸面,小接觸面因震盪能量摩擦可快速融化。上下殼件滑向彼此並形成垂直的接合處。兩個熔融表面滑向彼此可避免氣泡產生並且阻擋空氣接觸。同材質塑膠可以完全焊接。一般常見焊接步驟即可控制。因為只有些微空氣,固化時間較長但結晶與假熔現象不易發生。銳角接合的成功率受上下殼件交疊範圍影響。下殼壁厚必須足夠,得以承受焊接過程中的下壓力,否則易因為下壓而使下件變形凸出。

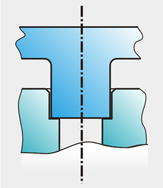
點焊是銳角接合焊接的一個特例,這是一種不要求密封焊接的經濟方法,塑膠飾釘融化流入另一件的空孔,亦可以利用飾釘來定位對準上下殼件。

