利用過去處理熱固性塑膠的技術,如壓力塗層或擠出貼合,來結合金屬與塑膠,此方法也會應用在熱塑性塑膠射出。但考慮到此處理過程中可能產生的型變及耐久性,此方法不經濟也無法達到好的外觀品質。原因包括:
應用上述方法製作的加工件容易斷裂,曾有人試圖增加植入金屬周圍塑膠的強度,但卻影響塑膠射出冷卻時間。
具有高應力/應變比的塑膠,例如PS,容易因外力折斷,其他熱塑性塑膠亦然。因為氣候或化學物質脆裂,無法長期使用。使用超聲波埋植的種種原因中,不可忽略的是節省成本,基於上述原因,有經驗的設計者應該放棄應用在塑膠射出過程中加入金屬件的製程,而使用超聲波埋植。
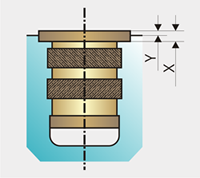
標準的超聲波埋植包含三種類型:

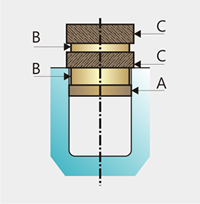
大部分案例,超聲波焊頭直接壓在金屬件上,欲埋植件可被視為是焊頭的延伸,由焊頭傳遞超聲波能量至金屬件,使之與焊頭有相同的震盪頻率與振幅,如此便能使金屬件與塑膠件接觸面的塑膠融化。
埋植件因振盪系統的下壓力與震盪能量而下沉,融化塑膠流動並佈滿埋植件輪廓,隨後超聲波停止發振,融化塑膠瞬間冷卻固化。盲孔深度必須比埋植件高度大2mm左右,如此多餘的融化塑膠可以向下流入盲孔。

為了避免埋植件遭受不必要的巨大外拉力影響,埋植件應該稍微高於塑膠表面,如此向下鎖緊螺絲時,由金屬埋植件承受拉拔的力量,而非塑膠件

如果埋植物加入法蘭,便可很容易達到此要求,而且出現火光的現象也明顯減少,法蘭可以當做是阻隔物。
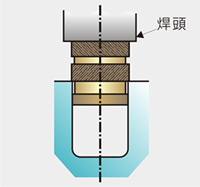
如果埋植物有凸起,建議把埋植件放在底模,讓超聲波能量作用在塑膠件上。一般超聲波焊接設計中提到的近距焊接與遠距焊接需一併考量,接觸面的壓痕問題也必須考量,在焊頭與塑膠件間加入保護薄膜,可以避免壓痕產生。
埋植使用的超聲波焊頭因為金屬與金屬接觸摩擦而容易磨損,焊頭尖端可以coating硬材質或是使用強化鋼製作,修整磨損焊頭應該交由製造商處理,必須預期埋植點的金屬磨損,為避免螺紋因埋植而受損,應該加入適當的沉頭孔。
熱塑性塑膠的接合也可以應用超聲波埋植技術,埋植物材質應比包覆材質有高融點、低型變的特性,如此可順利完成埋植。
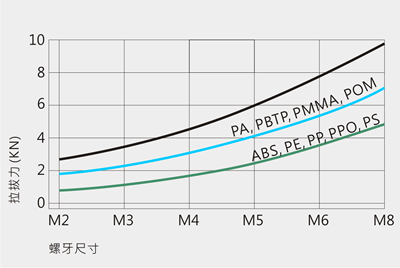
金屬件因為焊頭振盪隨之產生高頻噪音,使用20kHz超聲波振盪系統埋植產生的噪音屬於人耳可聽範圍,操作時請務必加入隔音裝置或保護措施。右圖表示常見塑膠材質埋植螺柱的拉拔力,如果塑膠材質加入玻纖或礦物質增加剛性,數值則會明顯變化。