A method known from earlier days of working with Duroplast, for bonding metal and plastic parts together is pressure coating or extrusion coating of metal inserts. The process is also used in thermoplastic injection moulding. lf the physical properties of the thermoplastics are considered when processing and for their longterm behaviour, the result is often unsatisfactory from both an economic and a quality point of view.
This always results in very high tangential stresses, which often lead to formation of cracks. As a rule one tries to absorb these stresses with excessive wall strengths surrounding the embedded metal part. Such accumulations of material are unhelpful for achieving reasonable cooling times for injection moulding.
Plastics with a high stress-strain ratio, such as for example Standard Polystyrene, are particularly susceptible to stress fractures. All other thermoplastics too, though, can fail in their longterm behaviour under the influence of weathering or chemicals which trigger off stress fractures. One reason for using ultrasonic embedding, which should not be ignored, is the considerable saving in energy.
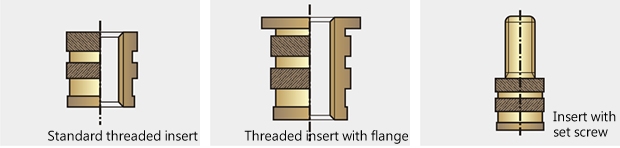
The standard range of an ultrasonic insert manufacture in general covers three types:
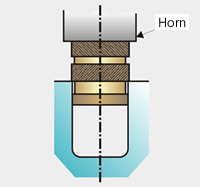
In most cases the sonotrode acts directly on the metal part. The part to be embedded is to be considered as an extension of the sonotrode, i.e. it is excited by the sonotrode into vibration with practically equal frequency and amplitude. In this way the heat energy between the surface of the part to be embedded and the surface of the plastic part becomes molten.
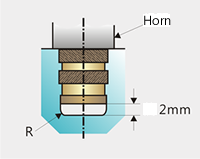
The insert sinks into the molten plastic under the combination of the amplitude and force applied by the ultrasonic system. The molten plastic flows into the profile of the insert and quickly solidifies when the ultrasonics are switched off. The volume of affected plastic should be equal to or greater than the volume of the profile in the insert. Blind holes should be about 2 mm deeper than the insert so that any surplus molten plastic is forced down into the hole.
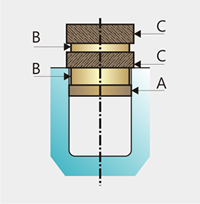
To avold unnecessarily high pull out forces being applied to the threaded inserts, they should stand slightly above the surface of the plastic. In this way the pull out forces on screwing down are supported on the top surface of the insert and not on the plastic part
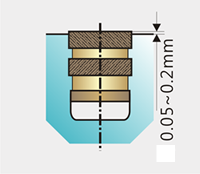
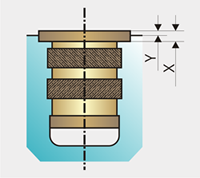
This requirement can be adhered to very easily by using inserts with a flange, and taking appropriate measurements. Also the tendency to protruding flash is significantly less because the flange forms a barrier against the rising molten material.
lf shafts, axles or other unfavourably shaped parts have to be embedded, it is advisable to locate the metal part inside the fixture, and allow the ultrasonic energy to act upon the plastic part. The points in the Design Principles for Ultrasonic Plastic Welding described under near and far field welding must also be taken into account. Marking must be expected on the coupling surface. By using a protective foil between the sonotrode and the plastic part, this can be avoided.
Horns are subject to a high rate of wear and tear by the metal-to-metal contact when embedding is done. For this reason the horn tips are either treated with a coating of hard material or manufactured from hardened steel. Any repair work on worn horns should in principle be left to the manufacturer. Abrasion of metal must be expected at the embedding points. To avoid damaging threads when embedding is taking place, they should have a suitable counter-bore.
Thermoplastic joints can also be produced by ultrasonic embedding. Inserts made of thermoplastics with higher melting points and of lower deformability than the surrounding material can be processed very well.
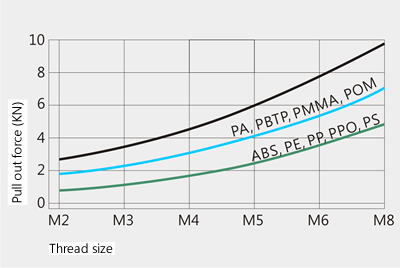
The excitement of a metal part by ultrasonics generally leads to development of a high noise level. With 20 KHz systems the frequency level of this noise is within the audible range. The stength may reach levels which can damage hearing. The use of hearing protection devices is strongly recommended. This table shows the standard values for the pull out forces of inserts. When filled materials are used (glass fibres, minerals, etc.), the values are generally speaking higher still. They are significantly influenced by the processing conditions, and may deviate upwards or downwards accordingly.