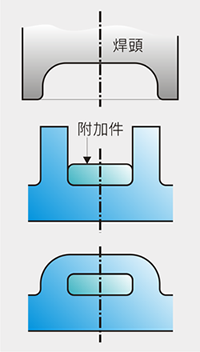
除了典型的超聲波焊接,成形焊接也是廣泛應用,形式包括:
這些加工方法可說是超聲波焊接的延伸應用,利用形塑塑膠的方式,達到塑膠與其他材質(如金屬、玻璃或異質塑膠)結合的可能性。不同於焊接,成形焊接只有一個塑膠件被融化塑型,有效地利用焊頭表面的及塑件表面的熱能。
超聲波成形的最大優點,即是成形過程在塑膠融化狀態下進行,對已塑形件僅有極小的影響。已結合件因外力而分離的狀況極少存在,可符合產品嚴謹要求,耐久性亦佳。
焊頭將摩擦能量傳遞至鉚釘,同時藉由鉚接工具(焊頭表面形式)成形鉚接表面樣式,凹陷容積與成形的塑膠體積相同。此應用特別必須注意焊頭尖端容易磨損的問題。塑膠加玻璃纖維或礦物等材質需要使用合適的焊頭材質才能加工,建議使用硬化工具鋼(硬度超過60HRc或是合適的coating)。
細小金屬因超聲波震盪而容易黏附在焊頭上,不能保證完全結合,必須輔助夾具,而夾具上必須結合使用吸音材質以避免夾具外露部分因為震盪
如果金屬件需由數個鉚釘固定,所有鉚釘必須一次固定,如果逐一鉚接固定,已完成的部份可能因為超聲波能量斷開。
焊頭不可接觸欲附加件,融化的塑膠必須在固化時間內因下壓力凝固,此步驟可依照塑膠射出的下壓力與冷卻時間方法,如果焊頭壓在上件,其鉚接頭的壓力減少,結果導致異質結構無法確實結合。
如果要鉚接金屬件,此問題可以藉由接觸短路裝置解決,安裝合適的接收裝置,即可在超聲波焊頭接觸金屬件時,因電流改變而切斷超聲波能量,而且能以此方法控制組件公差。
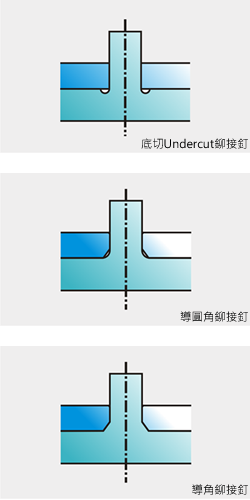
常見鉚接點形式可參考機械製造,固定鉚接梢應該為環狀,有導圓角或是導角,被鉚接件必須有下凹,被鉚接件孔洞上緣也必須有下凹(沉頭孔設計),如果價格與製造成本允許,應該加導圓角或是導角,此設計可抑制缺口效應與應力集中,使鉚釘不易脆裂。
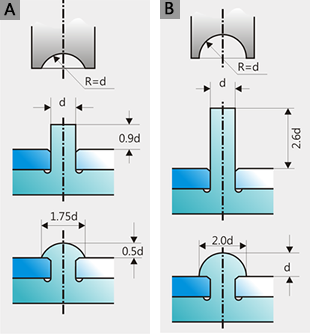
最簡單的鉚接頭型,如圖A與圖B,主要應用於鉚釘直徑4mm以下應用,半熱塑性塑膠難以使用此種形式,因為融化塑膠無法定型,焊頭頂端加上中央尖頂便可幫助固定塑型,超聲波能量能大量集中於尖頂並且幫助融化塑膠,短焊接時間與適當下壓力即可達成。
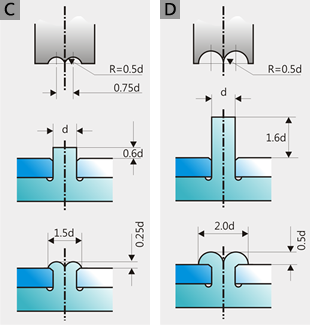
圖C及圖D的尖端設計適合用於所有直徑2~8mm左右的熱塑性塑膠及鉚釘。
E用於中央有尖端的鉚釘,融化塑膠並使塑膠適當成形,鉚釘尖端必須銳利,最大直徑0.2mm,此設計適用於有加玻璃纖維的塑膠。同一平面上的多個鉚接梢(直徑最大4mm)可以使用平面焊頭一次完成鉚釘的焊接,即使兩件定位不準確也不受影響。
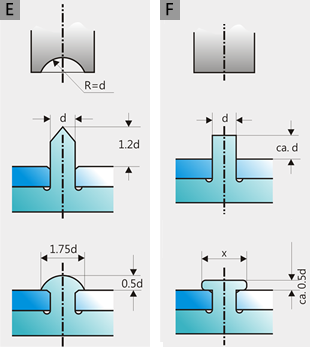
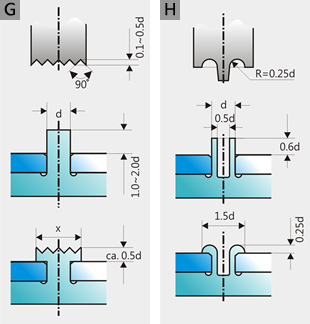
F及G型僅限使用於產品內部加工,不建議應用於外觀件。
部分半熱塑性塑膠及較大的鉚釘需要其他步驟來輔助融化,利用菱形焊頭可以成功達成任務,此種形式一般常用於固定電子工程的金屬件,不強調接合強度。
直徑大於6mm的鉚釘,推薦使用如H圖的中空尖頂,除減少融化塑膠累積,亦可隱藏而射出注料孔,需要被融化的塑膠量減少,可節省能量需求及縮短焊接時間。
以上僅提供概略參考,與個案實際應用狀況之間仍有差距。
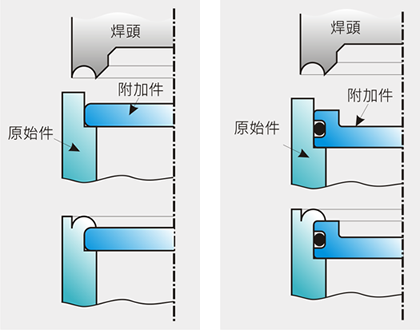
夾焊技術沿自金屬加工,重要特徵是利用超聲波能量融化塑膠,於流體相階段塑型。
典型應用方法如右圖,設計者可相對自由的設計flange接合處形狀。
因為兩者材質的熱擴張性不同,即使接合處準確度極高,仍無法達到氣密。如果需要氣密,必須加入熔封件。另一圖表示為達氣密,在接合處加入O環。
當軟材質焊接時,通常會有無法預期的溢料產生,夾焊flanging可作為傳統焊接的替代方案。
超聲波埋植是一個非常有效率但很少應用於接合兩個固定形狀的產品,殼件壁厚及接合處的肋材藉由焊頭高頻振盪摩擦融化,而且被擠入下凹處或孔洞中。如此可達成絕緣包覆。